

ਐਲੂਮੀਨੀਅਮ ਐਕਸਟਰਿਊਸ਼ਨ ਅਤੇ ਡਾਈ-ਕਾਸਟਿੰਗ ਸਮੇਤ ਹੋਰ ਕਸਟਮ ਮੈਟਲ ਵਰਕਸ




HY Metals ਹਰ ਕਿਸਮ ਦੇ ਧਾਤ ਅਤੇ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਕਸਟਮ ਕਰਨ ਵਿੱਚ ਮਾਹਰ ਹੈ।
ਸਾਡੇ ਕੋਲ ਆਪਣੀਆਂ ਸ਼ੀਟ ਮੈਟਲ ਅਤੇ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਦੁਕਾਨਾਂ ਹਨ, ਅਤੇ ਸਾਡੇ ਕੋਲ ਹੋਰ ਧਾਤ ਅਤੇ ਪਲਾਸਟਿਕ ਦੇ ਕੰਮਾਂ ਜਿਵੇਂ ਕਿ ਐਕਸਟਰਿਊਸ਼ਨ, ਡਾਈ ਕਾਸਟਿੰਗ, ਸਪਿਨਿੰਗ, ਵਾਇਰ ਫਾਰਮਿੰਗ ਅਤੇ ਪਲਾਸਟਿਕ ਇੰਜੈਕਸ਼ਨ ਲਈ ਬਹੁਤ ਸਾਰੇ ਸ਼ਾਨਦਾਰ ਅਤੇ ਸਸਤੇ ਸਰੋਤ ਹਨ।
HY Metals ਤੁਹਾਡੇ ਕਸਟਮ ਮੈਟਲ ਅਤੇ ਪਲਾਸਟਿਕ ਪ੍ਰੋਜੈਕਟਾਂ ਲਈ ਸਮੱਗਰੀ ਤੋਂ ਲੈ ਕੇ ਸ਼ਿਪਿੰਗ ਤੱਕ ਪੂਰੀ ਸਪਲਾਈ ਚੇਨ ਪ੍ਰਬੰਧਨ ਨੂੰ ਸੰਭਾਲ ਸਕਦਾ ਹੈ।
ਇਸ ਲਈ ਜੇਕਰ ਤੁਹਾਡੇ ਕੋਲ ਕੋਈ ਕਸਟਮ ਮੈਟਲ ਅਤੇ ਪਲਾਸਟਿਕ ਦਾ ਕੰਮ ਹੈ, ਤਾਂ HY Metals ਨੂੰ ਭੇਜੋ, ਅਸੀਂ ਇੱਕ ਸਟਾਪ ਸੇਵਾ ਪ੍ਰਦਾਨ ਕਰਾਂਗੇ।
ਐਲੂਮੀਨੀਅਮ ਐਕਸਟਰਿਊਜ਼ਨ

ਸਾਡੇ ਸਥਾਨਕ ਬਾਜ਼ਾਰ ਵਿੱਚ ਮਿਆਰੀ ਐਲੂਮੀਨੀਅਮ ਪ੍ਰੋਫਾਈਲਾਂ ਦਾ ਨਿਰਮਾਣ ਅਤੇ ਸਜਾਵਟ ਬਹੁਤ ਆਮ ਹੈ।
HY Metals ਇਸ ਸਟੈਂਡਰਡ ਪ੍ਰੋਫਾਈਲ ਖੇਤਰ ਵਿੱਚ ਨਹੀਂ ਹੈ।
ਅਸੀਂ ਕਸਟਮ ਐਲੂਮੀਨੀਅਮ ਐਕਸਟਰਿਊਸ਼ਨ ਜਾਂ ਐਲੂਮੀਨੀਅਮ ਪ੍ਰੋਫਾਈਲ ਵਿੱਚ ਮਾਹਰ ਹਾਂ ਜੋ ਕਿ ਆਮ ਤੌਰ 'ਤੇ ਸਾਡੇ ਉਤਪਾਦਨ ਵਿੱਚ CNC ਮਸ਼ੀਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਬਹੁਤ ਸਸਤਾ ਬਣਾਉਣ ਵਿੱਚ ਮਦਦ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਰੇਡੀਏਟਰ ਦੇ ਕੁਝ ਖਾਸ ਆਕਾਰ ਲਈ ਜਾਂ ਕੁਝ ਅਨੁਕੂਲਿਤ ਐਲੂਮੀਨੀਅਮ ਟਿਊਬਾਂ ਨੂੰ ਵੀ ਬਾਹਰ ਕੱਢਿਆ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਫਿਰ ਡਰਾਇੰਗਾਂ ਅਨੁਸਾਰ ਮਸ਼ੀਨ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਜਿੰਨਾ ਚਿਰ ਇਹ ਕੁਝ ਘੱਟ ਵਾਲੀਅਮ ਜਾਂ ਵੱਡੇ ਪੱਧਰ 'ਤੇ ਉਤਪਾਦਨ ਵਾਲੇ ਐਲੂਮੀਨੀਅਮ ਮਸ਼ੀਨ ਵਾਲੇ ਹਿੱਸਿਆਂ ਲਈ ਇੱਕੋ ਜਿਹਾ ਭਾਗ ਹੈ, ਅਸੀਂ ਸਮਾਂ ਅਤੇ ਮਸ਼ੀਨਿੰਗ ਲਾਗਤ ਬਚਾਉਣ ਲਈ ਉਹਨਾਂ ਨੂੰ ਐਕਸਟਰੂਜ਼ਨ ਅਤੇ ਫਿਰ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਬਣਾ ਸਕਦੇ ਹਾਂ।
ਕਸਟਮ ਐਕਸਟਰੂਜ਼ਨ ਲਈ ਪਹਿਲਾਂ ਇੱਕ ਐਕਸਟਰੂਜ਼ਨ ਟੂਲਿੰਗ ਦੀ ਲੋੜ ਹੋਵੇਗੀ। ਕਾਸਟਿੰਗ ਜਾਂ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡ ਦੇ ਮੁਕਾਬਲੇ ਟੂਲਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਬਹੁਤ ਮਹਿੰਗੀ ਨਹੀਂ ਹੁੰਦੀ।

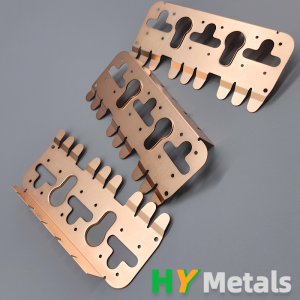
ਤਸਵੀਰ 2: HY Metals ਦੁਆਰਾ ਕੁਝ ਕਸਟਮ ਐਲੂਮੀਨੀਅਮ ਐਕਸਟਰੂਜ਼ਨ ਪਾਰਟਸ
ਉਦਾਹਰਣ ਵਜੋਂ, ਇਸ ਤਸਵੀਰ ਵਿੱਚ ਆਖਰੀ 3 ਟਿਊਬ ਹਿੱਸਿਆਂ ਨੂੰ ਪਹਿਲਾਂ ਇੱਕ ਲੰਬੀ ਵਿਸ਼ੇਸ਼ ਟਿਊਬ ਨਾਲ ਬਾਹਰ ਕੱਢਿਆ ਗਿਆ ਸੀ ਅਤੇ ਫਿਰ ਡਰਾਇੰਗ ਦੇ ਅਨੁਸਾਰ ਛੇਕ ਅਤੇ ਕੱਟਾਂ ਨੂੰ ਮਸ਼ੀਨ ਕੀਤਾ ਗਿਆ ਸੀ। ਅਸੀਂ ਇਸ ਹਿੱਸੇ ਲਈ ਇੱਕ ਐਕਸਟਰੂਜ਼ਨ ਟੂਲਿੰਗ ਬਣਾਈ ਹੈ ਕਿਉਂਕਿ ਮਾਰਕੀਟ ਵਿੱਚ ਅਜਿਹਾ ਕੋਈ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਵਾਲੀ ਟਿਊਬ ਨਹੀਂ ਹੈ।
ਇਸ ਹਿੱਸੇ ਲਈ ਐਕਸਟਰਿਊਜ਼ਨ + ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਸਭ ਤੋਂ ਵਧੀਆ ਹੱਲ ਹਨ।
ਡਾਈ ਕਾਸਟਿੰਗ

ਡਾਈ ਕਾਸਟਿੰਗ ਇੱਕ ਧਾਤ ਦੀ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ, ਜਿਸਦੀ ਵਿਸ਼ੇਸ਼ਤਾ ਪਿਘਲੀ ਹੋਈ ਧਾਤ 'ਤੇ ਉੱਚ ਦਬਾਅ ਪਾਉਣ ਲਈ ਮੋਲਡ ਕੈਵਿਟੀ ਦੀ ਵਰਤੋਂ ਦੁਆਰਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਕਾਸਟਿੰਗ ਲਈ ਡਾਈ ਜਾਂ ਮੋਲਡ ਆਫ਼ ਕਾਸਟਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਮਜ਼ਬੂਤ ਮਿਸ਼ਰਤ ਧਾਤ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ।
ਮੈਟਲ ਡਾਈ ਕਾਸਟਿੰਗ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੇ ਸਮਾਨ ਹੈ। ਜ਼ਿਆਦਾਤਰ ਡਾਈ ਕਾਸਟਿੰਗ ਸਮੱਗਰੀ ਆਇਰਨ-ਮੁਕਤ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਜ਼ਿੰਕ, ਤਾਂਬਾ, ਐਲੂਮੀਨੀਅਮ, ਮੈਗਨੀਸ਼ੀਅਮ, ਸੀਸਾ, ਟੀਨ, ਅਤੇ ਸੀਸਾ-ਟੀਨ ਮਿਸ਼ਰਤ।
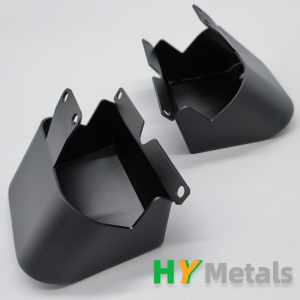
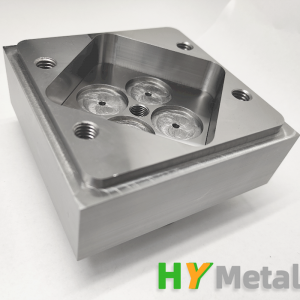
ਤਸਵੀਰ 3: ਡਾਈ ਕਾਸਟਿੰਗ ਹਿੱਸਾ।
ਡਾਈ-ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਆਮ ਤੌਰ 'ਤੇ ਉੱਚ ਮੋਲਡ ਲਾਗਤ ਦੇ ਕਾਰਨ ਛੋਟੇ ਅਤੇ ਦਰਮਿਆਨੇ ਆਕਾਰ ਦੇ ਵੱਡੇ ਪੱਧਰ 'ਤੇ ਉਤਪਾਦਨ ਲਈ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ। ਹੋਰ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੇ ਮੁਕਾਬਲੇ, ਡਾਈ ਕਾਸਟਿੰਗ ਦੀ ਸਤ੍ਹਾ ਚਾਪਲੂਸ ਅਤੇ ਉੱਚ ਆਯਾਮੀ ਇਕਸਾਰਤਾ ਹੁੰਦੀ ਹੈ।
ਸਾਡੇ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਧਾਤ ਦੇ ਕੰਮਾਂ ਵਿੱਚ, ਅਸੀਂ ਆਮ ਤੌਰ 'ਤੇ ਡਾਈ-ਕਾਸਟਿੰਗ ਪਾਰਟਸ ਬਣਾਉਂਦੇ ਹਾਂ ਅਤੇ ਫਿਰ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਨਾਲ ਤਿਆਰ ਪੁਰਜ਼ੇ ਪ੍ਰਾਪਤ ਕਰਦੇ ਹਾਂ।
ਵਾਇਰ ਫਾਰਮਿੰਗ ਅਤੇ ਸਪਰਿੰਗ
ਬਹੁਤ ਸਾਰੇ ਉਦਯੋਗਿਕ ਪ੍ਰੋਜੈਕਟਾਂ ਲਈ ਤਾਰ ਬਣਾਉਣਾ ਅਤੇ ਸਪ੍ਰਿੰਗਸ ਇੱਕ ਬਹੁਤ ਹੀ ਆਮ ਪ੍ਰਕਿਰਿਆ ਹੈ।
ਅਸੀਂ ਸਟੀਲ, ਸਟੇਨਲੈਸ ਸਟੀਲ, ਤਾਂਬਾ ਸਮੇਤ ਹਰ ਤਰ੍ਹਾਂ ਦੇ ਤਾਰ ਬਣਾਉਣ ਵਾਲੇ ਬਣਾ ਸਕਦੇ ਹਾਂ।
ਤਸਵੀਰ 4: HY ਮੈਟਲਜ਼ ਦੁਆਰਾ ਤਾਰਾਂ ਨਾਲ ਬਣੇ ਹਿੱਸੇ ਅਤੇ ਸਪ੍ਰਿੰਗਸ

ਸਪਿਨਿੰਗ
ਸਪਿਨਿੰਗ ਦਾ ਅਰਥ ਹੈ ਸਪਿਨਿੰਗ ਮਸ਼ੀਨ ਦੇ ਧੁਰੇ ਦੇ ਸਪਿੰਡਲ 'ਤੇ ਫਲੈਟ ਪਲੇਟ ਜਾਂ ਖੋਖਲੇ ਪਦਾਰਥ ਨੂੰ ਲਗਾਉਣਾ ਤਾਂ ਜੋ ਸਿਲੰਡਰ, ਸ਼ੰਕੂ, ਪੈਰਾਬੋਲਿਕ ਗਠਨ ਜਾਂ ਹੋਰ ਕਰਵ ਹਿੱਸੇ ਬਣ ਸਕਣ। ਕਾਫ਼ੀ ਗੁੰਝਲਦਾਰ ਆਕਾਰਾਂ ਦੇ ਘੁੰਮਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਵੀ ਸਪਿਨਿੰਗ ਦੁਆਰਾ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।

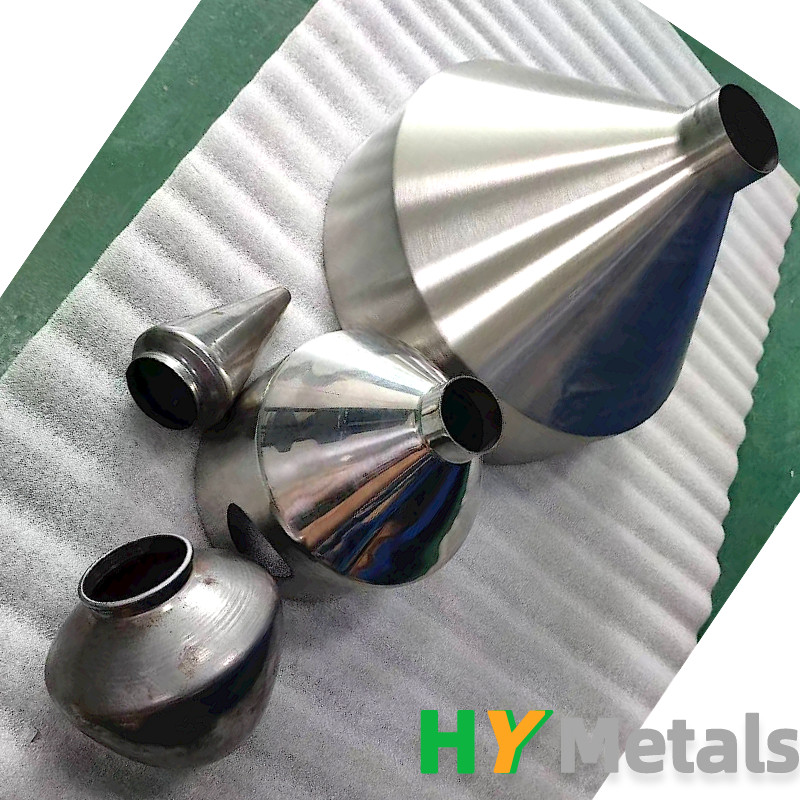
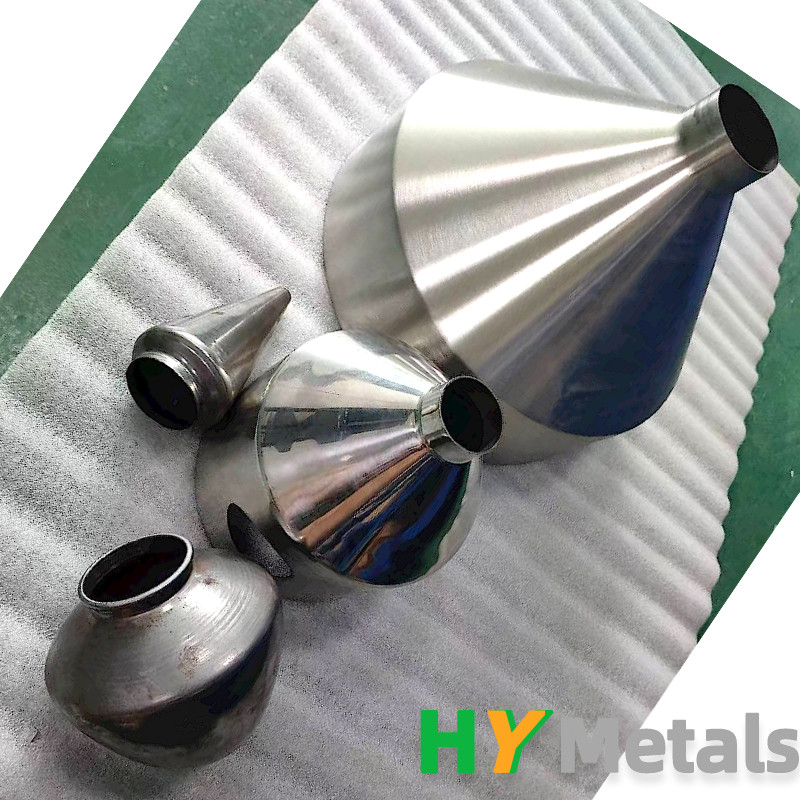
ਤਸਵੀਰ 5: HY ਮੈਟਲਜ਼ ਦੁਆਰਾ ਕੁਝ ਸਪਿਨਿੰਗ ਉਤਪਾਦ
ਮੋਟੇ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਕਾਰਨ, ਸਾਡੇ ਉਤਪਾਦਨ ਵਿੱਚ ਸਪਿਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਘੱਟ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਕਈ ਵਾਰ ਸਾਡੇ ਫਰਨੀਚਰ ਜਾਂ ਰੋਸ਼ਨੀ ਉਦਯੋਗ ਦੇ ਗਾਹਕ ਸਾਡੇ ਤੋਂ ਲੈਂਪ ਕਵਰ ਮੰਗਵਾਉਂਦੇ ਹਨ। ਅਸੀਂ ਆਮ ਤੌਰ 'ਤੇ ਕਵਰ ਕਤਾਈ ਕਰਕੇ ਬਣਾਉਂਦੇ ਹਾਂ।

-

ਤੇਜ਼ ਪ੍ਰੋਟੋਟਾਈਪ ਪੁਰਜ਼ਿਆਂ ਲਈ 3D ਪ੍ਰਿੰਟਿੰਗ ਸੇਵਾ
-

ਸੈਨ ਦੇ ਨਾਲ ਅਨੁਕੂਲਿਤ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਵਾਲੇ ਅਲਮੀਨੀਅਮ ਦੇ ਹਿੱਸੇ...
-

ਉੱਚ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਮੈਟਲ ਸਟੈਂਪਿੰਗ ਦੇ ਕੰਮ ਵਿੱਚ ਸਟੈਮ ਸ਼ਾਮਲ ਹਨ...
-
ਉੱਚ ਸ਼ੁੱਧਤਾ ਸ਼ੀਟ ਮੈਟਲ ਪਾਰਟਸ ਤਾਂਬੇ ਦੇ ਸੰਪਰਕ...
-
ਉੱਚ-ਸ਼ੁੱਧਤਾ ਸ਼ੀਟ ਮੈਟਲ ਪ੍ਰੋਟੋਟਾਈਪ ਹਿੱਸੇ ਫਟਕੜੀ...
-

ਸ਼ੀਟ ਮੈਟਲ ਪਾਰਟਸ ਲਈ ਸਮੱਗਰੀ ਅਤੇ ਫਿਨਿਸ਼ ਅਤੇ...
-
ਸ਼ੁੱਧਤਾ CNC ਮਸ਼ੀਨਿੰਗ ਸੇਵਾ ਜਿਸ ਵਿੱਚ ਮਿਲੀ... ਸ਼ਾਮਲ ਹੈ
-

ਸ਼ੁੱਧਤਾ ਨਾਲ ਧਾਤ ਕੱਟਣ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਜਿਸ ਵਿੱਚ ਲਾਸ... ਸ਼ਾਮਲ ਹੈ।
-

ਛੋਟੇ ਟਰਨਅਰਾਊਂਡ ਦੇ ਨਾਲ ਸ਼ੀਟ ਮੈਟਲ ਪ੍ਰੋਟੋਟਾਈਪ