

ਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨਾ ਇੱਕ ਆਮ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਹਿੱਸਿਆਂ ਅਤੇ ਉਤਪਾਦਾਂ ਨੂੰ ਬਣਾਉਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਇਸ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਧਾਤ ਦੀ ਇੱਕ ਸ਼ੀਟ ਨੂੰ ਬਲ ਲਗਾ ਕੇ ਵਿਗਾੜਨਾ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਜਾਂ ਸਮਾਨ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰਕੇ। ਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਸੰਖੇਪ ਜਾਣਕਾਰੀ ਹੇਠਾਂ ਦਿੱਤੀ ਗਈ ਹੈ:
1. ਸਮੱਗਰੀ ਦੀ ਚੋਣ: ਪਹਿਲਾ ਕਦਮਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨਾਪ੍ਰਕਿਰਿਆ ਢੁਕਵੀਂ ਸਮੱਗਰੀ ਦੀ ਚੋਣ ਕਰਨਾ ਹੈ। ਸ਼ੀਟ ਮੈਟਲ ਨੂੰ ਮੋੜਨ ਲਈ ਵਰਤੀਆਂ ਜਾਣ ਵਾਲੀਆਂ ਸਭ ਤੋਂ ਆਮ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਸਟੀਲ, ਐਲੂਮੀਨੀਅਮ ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਸ਼ਾਮਲ ਹਨ। ਧਾਤ ਦੀ ਸ਼ੀਟ ਦੀ ਮੋਟਾਈ ਵੀ ਮੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਵਿੱਚ ਇੱਕ ਮੁੱਖ ਕਾਰਕ ਹੋਵੇਗੀ। HY Metals ਵਿਖੇ, ਅਸੀਂ ਗਾਹਕਾਂ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਾਂ।
2. ਔਜ਼ਾਰ ਚੋਣ:ਅਗਲਾ ਕਦਮ ਮੋੜਨ ਦੇ ਕੰਮ ਲਈ ਢੁਕਵੇਂ ਔਜ਼ਾਰ ਦੀ ਚੋਣ ਕਰਨਾ ਹੈ। ਔਜ਼ਾਰ ਦੀ ਚੋਣ ਮੋੜ ਦੀ ਸਮੱਗਰੀ, ਮੋਟਾਈ ਅਤੇ ਜਟਿਲਤਾ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ।
ਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਸਟੀਕ ਅਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਮੋੜ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਸਹੀ ਮੋੜਨ ਵਾਲੇ ਟੂਲ ਦੀ ਚੋਣ ਕਰਨਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ। ਮੋੜਨ ਵਾਲੇ ਟੂਲ ਦੀ ਚੋਣ ਕਰਦੇ ਸਮੇਂ ਇੱਥੇ ਕੁਝ ਮੁੱਖ ਵਿਚਾਰ ਦਿੱਤੇ ਗਏ ਹਨ:
2.1 ਸਮੱਗਰੀ ਦੀ ਕਿਸਮ ਅਤੇ ਮੋਟਾਈ:ਪਲੇਟ ਦੀ ਸਮੱਗਰੀ ਦੀ ਕਿਸਮ ਅਤੇ ਮੋਟਾਈ ਮੋੜਨ ਵਾਲੇ ਔਜ਼ਾਰਾਂ ਦੀ ਚੋਣ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰੇਗੀ। ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਵਰਗੀਆਂ ਸਖ਼ਤ ਸਮੱਗਰੀਆਂ ਲਈ ਮਜ਼ਬੂਤ ਔਜ਼ਾਰਾਂ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਐਲੂਮੀਨੀਅਮ ਵਰਗੀਆਂ ਨਰਮ ਸਮੱਗਰੀਆਂ ਲਈ ਵੱਖ-ਵੱਖ ਟੂਲਿੰਗ ਵਿਚਾਰਾਂ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ। ਮੋਟੀ ਸਮੱਗਰੀ ਨੂੰ ਮੋੜਨ ਵਾਲੀਆਂ ਤਾਕਤਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਨ ਲਈ ਮਜ਼ਬੂਤ ਔਜ਼ਾਰਾਂ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ।
2.2 ਮੋੜ ਕੋਣ ਅਤੇ ਰੇਡੀਅਸ:ਲੋੜੀਂਦਾ ਮੋੜ ਕੋਣ ਅਤੇ ਰੇਡੀਅਸ ਲੋੜੀਂਦੇ ਔਜ਼ਾਰ ਦੀ ਕਿਸਮ ਨਿਰਧਾਰਤ ਕਰੇਗਾ। ਖਾਸ ਮੋੜ ਕੋਣਾਂ ਅਤੇ ਰੇਡੀਆਈ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵੱਖ-ਵੱਖ ਡਾਈ ਅਤੇ ਪੰਚ ਸੰਜੋਗਾਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਤੰਗ ਮੋੜਾਂ ਲਈ, ਤੰਗ ਪੰਚਾਂ ਅਤੇ ਡਾਈਆਂ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਵੱਡੇ ਰੇਡੀਆਈ ਲਈ ਵੱਖ-ਵੱਖ ਔਜ਼ਾਰ ਸੈਟਿੰਗਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
2.3 ਟੂਲ ਅਨੁਕੂਲਤਾ:ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਤੁਹਾਡੇ ਦੁਆਰਾ ਚੁਣਿਆ ਗਿਆ ਮੋੜਨ ਵਾਲਾ ਟੂਲ ਵਰਤੇ ਜਾ ਰਹੇ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਜਾਂ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਅਨੁਕੂਲ ਹੈ। ਸਹੀ ਸੰਚਾਲਨ ਅਤੇ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਔਜ਼ਾਰ ਖਾਸ ਮਸ਼ੀਨ ਲਈ ਸਹੀ ਆਕਾਰ ਅਤੇ ਕਿਸਮ ਦੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ।
2.4 ਟੂਲਿੰਗ ਸਮੱਗਰੀ:ਮੋੜਨ ਵਾਲੇ ਟੂਲਿੰਗ ਦੀ ਸਮੱਗਰੀ 'ਤੇ ਵਿਚਾਰ ਕਰੋ। ਸਖ਼ਤ ਅਤੇ ਜ਼ਮੀਨੀ ਔਜ਼ਾਰਾਂ ਦੀ ਵਰਤੋਂ ਅਕਸਰ ਸ਼ੁੱਧਤਾ ਨਾਲ ਮੋੜਨ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਸ਼ਾਮਲ ਬਲਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਔਜ਼ਾਰ ਸਮੱਗਰੀ ਵਿੱਚ ਟੂਲ ਸਟੀਲ, ਕਾਰਬਾਈਡ, ਜਾਂ ਹੋਰ ਸਖ਼ਤ ਮਿਸ਼ਰਤ ਧਾਤ ਸ਼ਾਮਲ ਹੋ ਸਕਦੇ ਹਨ।
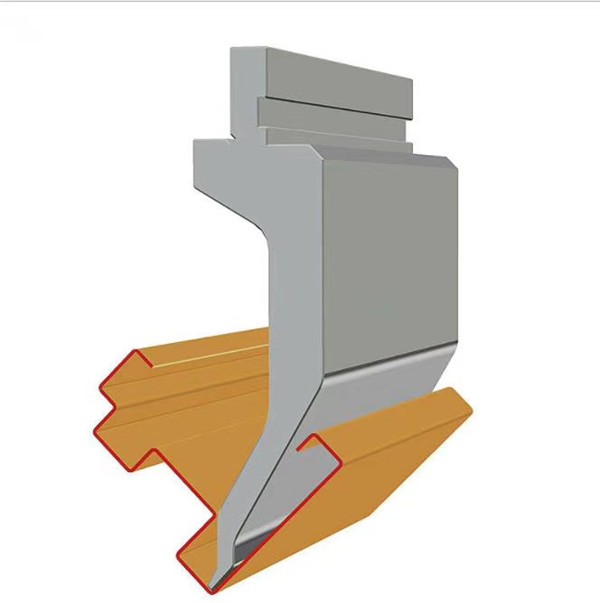
2.5 ਵਿਸ਼ੇਸ਼ ਜ਼ਰੂਰਤਾਂ:ਜੇਕਰ ਮੋੜੇ ਜਾਣ ਵਾਲੇ ਹਿੱਸੇ ਵਿੱਚ ਵਿਸ਼ੇਸ਼ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ, ਜਿਵੇਂ ਕਿ ਫਲੈਂਜ, ਕਰਲ, ਜਾਂ ਆਫਸੈੱਟ, ਤਾਂ ਇਹਨਾਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵਿਸ਼ੇਸ਼ ਟੂਲਿੰਗ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ।
2.6 ਉੱਲੀ ਦੀ ਦੇਖਭਾਲ ਅਤੇ ਜੀਵਨ ਕਾਲ:ਦੇ ਰੱਖ-ਰਖਾਅ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਤੇ ਜੀਵਨ ਕਾਲ 'ਤੇ ਵਿਚਾਰ ਕਰੋਝੁਕਣ ਵਾਲਾ ਮੋਲਡ. ਗੁਣਵੱਤਾ ਵਾਲੇ ਔਜ਼ਾਰ ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਚੱਲਣ ਦੀ ਸੰਭਾਵਨਾ ਰੱਖਦੇ ਹਨ ਅਤੇ ਘੱਟ ਵਾਰ ਬਦਲੇ ਜਾਂਦੇ ਹਨ, ਜਿਸ ਨਾਲ ਡਾਊਨਟਾਈਮ ਅਤੇ ਲਾਗਤਾਂ ਘਟਦੀਆਂ ਹਨ।
2.7 ਕਸਟਮ ਟੂਲ:ਵਿਲੱਖਣ ਜਾਂ ਗੁੰਝਲਦਾਰ ਮੋੜਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਲਈ, ਕਸਟਮ ਟੂਲਿੰਗ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ। ਖਾਸ ਮੋੜਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਕਸਟਮ ਟੂਲ ਡਿਜ਼ਾਈਨ ਅਤੇ ਨਿਰਮਿਤ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ।
ਮੋੜਨ ਵਾਲੇ ਟੂਲ ਦੀ ਚੋਣ ਕਰਦੇ ਸਮੇਂ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਚੁਣਿਆ ਗਿਆ ਟੂਲ ਖਾਸ ਮੋੜਨ ਵਾਲੇ ਐਪਲੀਕੇਸ਼ਨ ਅਤੇ ਮਸ਼ੀਨ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਇੱਕ ਤਜਰਬੇਕਾਰ ਟੂਲ ਸਪਲਾਇਰ ਜਾਂ ਨਿਰਮਾਤਾ ਨਾਲ ਸਲਾਹ-ਮਸ਼ਵਰਾ ਕਰਨਾ ਮਹੱਤਵਪੂਰਨ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਟੂਲਿੰਗ ਦੀ ਲਾਗਤ, ਲੀਡ ਟਾਈਮ, ਅਤੇ ਸਪਲਾਇਰ ਸਹਾਇਤਾ ਵਰਗੇ ਕਾਰਕਾਂ 'ਤੇ ਵਿਚਾਰ ਕਰਨ ਨਾਲ ਇੱਕ ਸੂਚਿਤ ਫੈਸਲਾ ਲੈਣ ਵਿੱਚ ਮਦਦ ਮਿਲ ਸਕਦੀ ਹੈ।
3. ਸੈੱਟਅੱਪ: ਇੱਕ ਵਾਰ ਸਮੱਗਰੀ ਅਤੇ ਮੋਲਡ ਚੁਣਨ ਤੋਂ ਬਾਅਦ, ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਦਾ ਸੈੱਟਅੱਪ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦਾ ਹੈ। ਇਸ ਵਿੱਚ ਬੈਕਗੇਜ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ, ਸ਼ੀਟ ਮੈਟਲ ਨੂੰ ਜਗ੍ਹਾ 'ਤੇ ਕਲੈਂਪ ਕਰਨਾ, ਅਤੇ ਪ੍ਰੈਸ ਬ੍ਰੇਕ 'ਤੇ ਸਹੀ ਮਾਪਦੰਡ ਸੈੱਟ ਕਰਨਾ ਸ਼ਾਮਲ ਹੈ, ਜਿਵੇਂ ਕਿ ਮੋੜ ਦਾ ਕੋਣ ਅਤੇ ਮੋੜ ਦੀ ਲੰਬਾਈ।
4. ਝੁਕਣ ਦੀ ਪ੍ਰਕਿਰਿਆ:ਇੱਕ ਵਾਰ ਸੈੱਟਅੱਪ ਪੂਰਾ ਹੋ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਝੁਕਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਸ਼ੁਰੂ ਹੋ ਸਕਦੀ ਹੈ। ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਧਾਤ ਦੀ ਸ਼ੀਟ 'ਤੇ ਜ਼ੋਰ ਲਗਾਉਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਇਹ ਵਿਗੜ ਜਾਂਦੀ ਹੈ ਅਤੇ ਲੋੜੀਂਦੇ ਕੋਣ 'ਤੇ ਮੁੜ ਜਾਂਦੀ ਹੈ। ਸਹੀ ਝੁਕਣ ਵਾਲੇ ਕੋਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਅਤੇ ਕਿਸੇ ਵੀ ਨੁਕਸ ਜਾਂ ਸਮੱਗਰੀ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਰੋਕਣ ਲਈ ਆਪਰੇਟਰ ਨੂੰ ਪ੍ਰਕਿਰਿਆ ਦੀ ਧਿਆਨ ਨਾਲ ਨਿਗਰਾਨੀ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
5. ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ:ਮੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਪੂਰੀ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਮੋੜੀ ਹੋਈ ਧਾਤ ਦੀ ਪਲੇਟ ਦੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਗੁਣਵੱਤਾ ਦੀ ਜਾਂਚ ਕਰੋ। ਇਸ ਵਿੱਚ ਮੋੜ ਦੇ ਕੋਣਾਂ ਅਤੇ ਮਾਪਾਂ ਦੀ ਪੁਸ਼ਟੀ ਕਰਨ ਲਈ ਮਾਪਣ ਵਾਲੇ ਸਾਧਨਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਸ਼ਾਮਲ ਹੋ ਸਕਦਾ ਹੈ, ਨਾਲ ਹੀ ਕਿਸੇ ਵੀ ਖਾਮੀਆਂ ਜਾਂ ਕਮੀਆਂ ਲਈ ਦ੍ਰਿਸ਼ਟੀਗਤ ਤੌਰ 'ਤੇ ਨਿਰੀਖਣ ਕਰਨਾ ਸ਼ਾਮਲ ਹੋ ਸਕਦਾ ਹੈ।
6. ਮੋੜਨ ਤੋਂ ਬਾਅਦ ਦੇ ਕਾਰਜ:ਹਿੱਸੇ ਦੀਆਂ ਖਾਸ ਜ਼ਰੂਰਤਾਂ ਦੇ ਆਧਾਰ 'ਤੇ, ਮੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ ਵਾਧੂ ਕਾਰਵਾਈਆਂ ਜਿਵੇਂ ਕਿ ਟ੍ਰਿਮਿੰਗ, ਪੰਚਿੰਗ, ਜਾਂ ਵੈਲਡਿੰਗ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
ਕੁੱਲ ਮਿਲਾ ਕੇ,ਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨਾਇਹ ਧਾਤ ਦੇ ਨਿਰਮਾਣ ਵਿੱਚ ਇੱਕ ਬੁਨਿਆਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ ਅਤੇ ਇਸਦੀ ਵਰਤੋਂ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਉਤਪਾਦ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸਧਾਰਨ ਬਰੈਕਟਾਂ ਤੋਂ ਲੈ ਕੇ ਗੁੰਝਲਦਾਰ ਹਾਊਸਿੰਗ ਅਤੇ ਢਾਂਚਾਗਤ ਹਿੱਸਿਆਂ ਤੱਕ। ਇਸ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸਹੀ ਅਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਮੋੜਾਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸਮੱਗਰੀ ਦੀ ਚੋਣ, ਟੂਲਿੰਗ, ਸੈੱਟਅੱਪ ਅਤੇ ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ ਵੱਲ ਧਿਆਨ ਨਾਲ ਧਿਆਨ ਦੇਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਪੋਸਟ ਸਮਾਂ: ਜੁਲਾਈ-16-2024